Металлы
Металлы имеют большое значение в качестве материалов для изготовления строительных конструкций. Также и все инструменты и машины, применяемые в строительстве, сделаны преимущественно из металлов. Различают железные и нежелезные конструкционные материалы.
Железные конструкционные материалы
Железные конструкционные материалы получают посредством различных методов изготовления и дальнейшей обработки, с помощью присадок других материалов (легирования) и путем тепловой обработки. При этом получают различные подходящие для цели применения свойства, как, например, для строительства из стальных конструкций, для железобетонного строительства или для строительства с применением предварительно напряженного железобетона. Различают стали и чугуны (рис. 1).
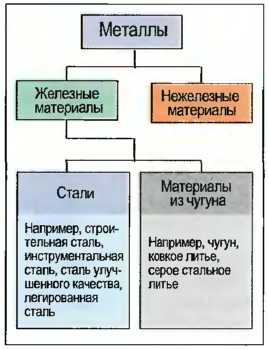
Рис. 1. Металлы (обзор)
Железо (Fe) встречается в природе в виде руды. Железные руды — это химические соединенияжелеза с другими элементами, в основном с кислородом; они содержат, кроме того, еще такие составляющие, как, например, кварц, глина, шифер и известь. В доменных печах железные руды превращают в железо. Домна сверху загружается железными рудами, добавками (в основном известью) и коксом. Путем вдувания горячего воздуха кокс сгорает. При этом образуется окись углерода (СО) и двуокись углерода (С02). Окись углерода вытягивает из железной руды кислород (редукция). Газы поднимаются кверху и удаляются как колошниковый газ. Железо воспринимает углерод, становится жидким и собирается в виде чугуна в нижней части домны, в металлоприемнике. Добавки при плавлении связывают загрязняющие элементы железных руд, а также остатки после сжигания кокса. Из них образуются доменные шлаки. Они плавают вследствие своего малого объемного веса на поверхности чугуна и вытекают через специальное отверстие — лётку. Чугун отстаивается каждые 3—4 часа и затем идет на дальнейшую переработку. Продуктами доменной печи являются чугун, доменные шлаки и колошниковый газ. В зависимости от вида руды получают серый или белый чугун (рис. 2). Серый чугун содержит кремний, имеет серый цвет плоскости разлома, хорошо разливается в формы и в литейных цехах превращается в чугунные отливки. Белый чугун содержит марганец, имеет белую блестящую плоскость разлома и является исходным материалом для производства стали. Доменный шлак перерабатывается в строительные материалы, например для добавок и производства вяжущих.
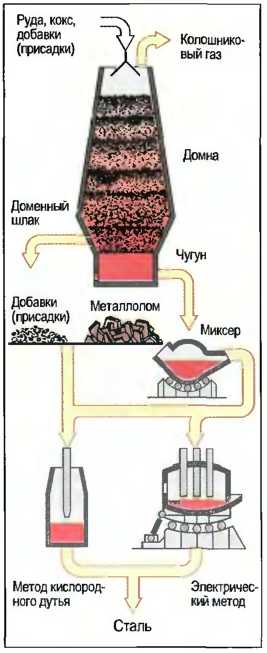
Рис. 2. Производство железа и стали
Чугун
В строительстве применяются в качестве литых изделий продукты из серого литья и ковкого литья (рис. 3). Из серого литья (GGL) изготавливаются напорные трубы с муфтами (LA = легкое исполнение) или с фланцами (трубы FF) для газо- и водоснабжения, крышки люков смотровых колодцев и стоки ливневой канализации. Для трубопроводов водоотведения применяют чугунные литые канализационные трубы (GA), которые поставляются в виде прямых труб и отформованных элементов колен и соединений (рис. 4). У литых канализационных труб, в противоположность до сих пор использовавшимся легким нормальным канализационным трубам (LNA), строительная длина отформованных элементов и муфт короче, и поэтому меньше вес. Ковкое (обжиговое) литье (GT) имеет за счет особой тепловой обработки свойств, аналогичных свойству стали. Оно вязкое и в некоторой степени гибкое. Из ковкого литья изготавливаются подковы, арматура, замки, ключи и фитинги (соединения труб в санитарно-технических установках (см. рис. 4).
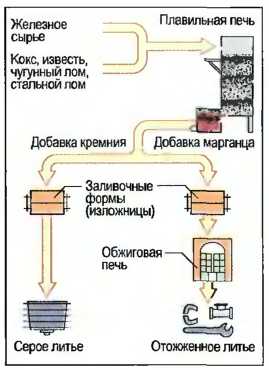
Рис. 3. Изготовление чугунного литья

Рис. 4. Изделия из чугуна
Сталь
Для производства стали применятся белый чугун. Чугун из многих выпусков доменных плавок смешивается перед дальнейшей переработкой в миксере (см. рис. 2). При этом получают более равномерный состав. Чугун имеет содержание углерода от 3 до 4,3%, а также часто нежелательные или слитком большие примеси кремния, марганца, серы и фосфора. При переработке чугуна в сталь содержание углерода понижается до менее чем 1,5%, а нежелательные примеси почти полностью выгорают. Это происходит с помощью различных методов рафинирования или очистки стали от скрапа. Для этого применяют кислородное дутье (или кислородноконверторный метод), а также электрический (мартеновский) метод.
При методе кислородного дутья, или кислородно-конверторном способе получения стали (в Германии его еще называют метод LD — Linz — Donawitz), в грушевидной емкости конвертора, вмещающей около 350 т, сверху на расплав чугуна выдувается из охлаждаемой водой копьевидной форсунки кислород. При этом получаются температуры до 2000 °С, для охлаждения расплава добавляют металлолом и железные руды. Так как для рафинирования не используется воздух, то конверторная сталь почти не содержит азота, она ковкая и может свариваться (см. рис. 2).
При электроплавильном (мартеновском) методе стальной расплав нагревается в печи с помощью электрической дуги или индукции. Электрический метод позволяет из-за достигаемой температуры около 3000 °С расплавлять особо чистые стали, называемые благородными сталями. Этот метод в основном применятся для изготовления легированных сталей (см. рис. 2). Жидкая сталь разливается по формам в виде болванок (блоков). Их затем перерабатывают в стальной лист, профили и проволоку.
Виды сталей
По составу различают нелегированные стали и легированные стали (рис. 5), по применению их различают на инструментальную и строительную сталь (рис. 6). Стали поставляются в различных торговых формах.

Рис. 5. Подразделение сталей по составу
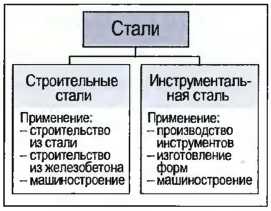
Рис. 6. Подразделение сталей по применению
Нелегированная сталь
Она состоит, за исключением загрязняющих примесей, только из чистого железа. При содержании углерода от 0,6 до 1,7% за счет тепловой обработки она может твердеть и упрочнять (закаливаться) и поэтому подходит для режущего инструмента, как, например, для резцов. Если содержание углерода лежит ниже 0,6%, то сталь ограниченно закаливается. Нелегированная сталь используется для производства, например, гвоздей, болтов, гаек и других металлоизделий.
Легированная сталь
Кроме железа и углерода, легированная сталь содержит металлы, которые улучшают ее свойства. Так, например, с помощью никеля, хрома, ванадия, молибдена и вольфрама повышается прочность стали на растяжение и в большинстве случаев также твердость. Стали с высоким содержанием никеля и хрома (вместе для 26%) являются нержавеющими. Такие стали применяются для перил, резервуаров и трубопроводов. Стали с очень высоким содержанием добавок хрома и вольфрама являются температуростойкими и особенно подходят для режущих инструментов, например для полотен пил.
Инструментальная сталь Инструментальная сталь — это закаливающаяся сталь. Перед закалкой инструментальную сталь можно обрабатывать резанием. Различают нелегированные и легированные инструментальные стали.
Строительная сталь
Строительными сталями называют все незакаливающиеся стали. На строительную сталь, называемую также массовой сталью, приходится свыше 90% производства стали. Строительная сталь применяется для общественных целей, а также для деталей машин. Она изготавливается легированной и нелегированной. Нелегированная строительная сталь называется обычной строительной сталью (основной сталью). Для ее применения основной характеристикой является прочность на растяжение. Так, например, Ст. 37 — это строительная сталь, прочность которой на растяжение в зависимости от толщины сечения составляет от 370 до 470 Н/мм2. Прочность стали на растяжение тем больше, чем выше содержание углерода. Однако стали с высоким содержанием углерода хуже обрабатываются.
Торговые формы строительной стали
Сталь перерабатывается в дальнейшие полуфабрикаты нормируемых торговых форм путем прокатки, штамповки или волочения. Чаще всего применяемыми полуфабрикатами являются прокатные профили, прутковая сталь, трубы, пустотные профили, листовая сталь и проволока. Прокатные профили (профильная сталь) с сечениями в виде уголков, швеллеров, тавров и двутавров. Эти стальные профили обозначаются соответствующими первыми буквами немецкого названия и в большинстве случаев числом, обозначающим размер по высоте h (табл. 1).
Таблица 1. Торговые формы прокатной стали
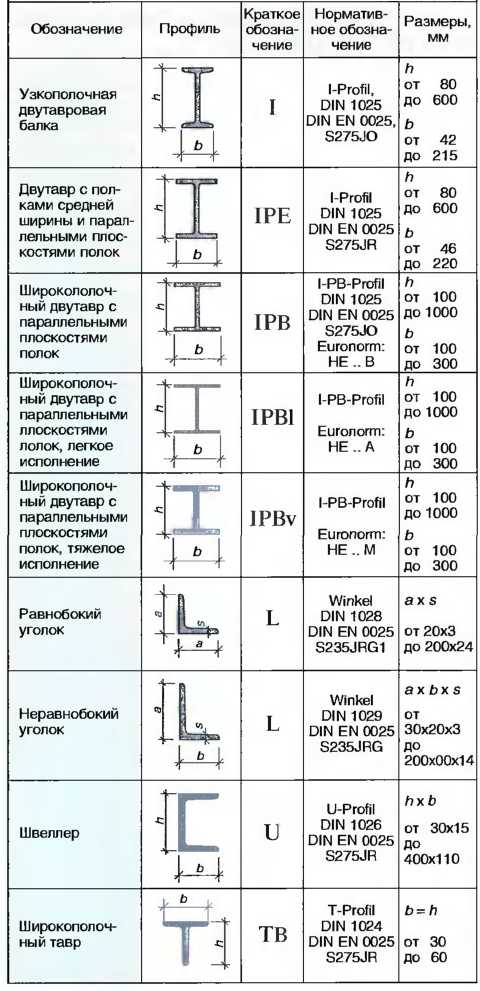
Пример Обозначение двутавра с широкими полками номинальной высотой 200 мм.
- По DIN L025: IPB 200 DIN 1025
- По EURONORM 53-62: НЕ 200 В
Прутковая сталь — это прокатные стержни круглого, квадратного, шестигранного и полосового сечения. Они поставляются в большинстве случаев с размерами d, a, s от 2 до 200 мм прутками до 8 м длиной. Полосовая сталь имеет четырехугольное сечение. Ширина полосы от 10 до 150 мм, толщина — от 1 до 60 мм. Прутки поставляются длиной от З до 12 м.
Трубы в большинстве случаев имеют круглую форму сечения. Они применяются для снабжения зданий газом, водой, а также для водоотведения. Они также служат строительными опорами или стойками перил для конструктивных целей и целей безопасности. Трубы изготавливаются бесшовными или со сварным продольным швом.
Арматура для бетона
Применяемая для армирования железобетона сталь называется арматурной сталью (BSt) (рис. 7). Она нормируется по DIN 488, а также по DIN и ENV 10080. Арматурная сталь подразделяется на прутковую арматуру, арматуру в бухтах, арматурные стальные сетки и напрягаемую арматуру.

Рис. 7. Арматурная сталь по DIN 488
Обозначение арматурной стали BSt 500 S или IVS Арматурная сталь с предепом текучести 500 Н/мм2 и с прочностью на растяжение 550 Н/мм2
Прутковая арматура
Прутковая арматура (S) имеет предел упругости 500 Н/мм2 и предел прочности 550 Н/мм2. Она производится как BSt 500 S.
Процесс производства остается на выбор производителю. В качестве примеров могут быть названы следующие способы.
- Горячая прокатка без последующей обработки (U).
- Горячая прокатка с тепловой обработкой за счет прокатного тепла (Т).
- Холодное изменение формы, как, например, скручивание (Kw) или вытягивание (Кг), горяче катанной стали без значительного уменьшения сечения U.
- Холодная прокатка и холодная протяжка вальцованной проволоки со значительным уменьшением сечения.
Поверхность прутковой арматуры покрыта двумя рядами косых ребер, причем на одной полуокружности ребра идут параллельно друг другу. На другой полуокружности они по-разному наклонены к оси стержня (рис. 8). Стержни прутковой арматуры имеют почти круглое сечение диаметром от 6 до 16, 20, 25, 28 мм и при «Общем допуске строительного надзора» — 32 и 40 мм (табл. 2). Они производятся в виде горячекатанных прямых стержней длиной от 12 до 15 м и специальной длины от 6 до 31 м. Все арматурные стали пригодны для сварки. Для специальных арматурных работ может применяться свариваемая арматура S 235 JR (St 37-2) с гладкой поверхностью.
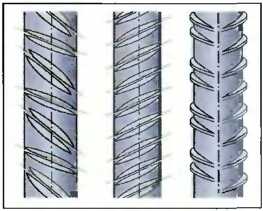
Рис. 8. Поверхность арматуры периодического профиля
| Таблица 2. Размеры и веса стержней | ||
| Номинальный диаметр ds в мм | Номинальное сечение As в см2 | Номинальный вес в кг/м |
| 6,0 | 0,283 | 0,222 |
| 8,0 | 0,503 | 0,395 |
| 10,0 | 0,785 | 0,617 |
| 12,0 | 1,131 | 0,888 |
| 14,0 | 1,54 | 1,21 |
| 16,0 | 2,01 | 1,58 |
| 20,0 | 3,14 | 2,47 |
| 25,0 | 4,91 | 3,85 |
| 28,0 | 6,16 | 4,83 |
| (32,0)* | (8,04)* | (6,31)* |
| (40,0)* | (12,57)* | (9,86)* |
| * По «Общему допуску строительного надзора» Немецкого института строительной техники. | ||
Согласно DIN 1045-1 арматура всех форм поставки обозначается BSt. Имеется арматура BSt 500 S (А) с обычной вязкостью (пластичностью) и BSt 500 S (В) с высокой вязкостью (пластичностью). Под пластичностью понимают способность стали иметь остаточные деформации после нагружения. Прутковая арматура различается также по требованиям к общему удлинению при наивысшем значении растягивающей силы, а также по отношению прочности на растяжение к границе (пределу) упругости (Rm/ Re). При этом удлинение стержня арматуры под максимальной нагрузкой для BSt 500 S (А) составляет 2,5%, а для BSt 500 S (В) — 5%.
Важными показателями для оценки прочностных свойств арматуры являются прочность на растяжение Rm и предел текучести Re. Эти величины могут быть получены с помощью испытаний на растяжение и представлены графиком зависимости удлинения от величины напряжения, называемым диафрагмой работы стали на растяжение (рис. 9).
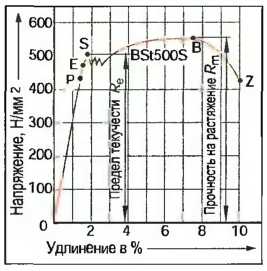
Рис. 9. Диаграмма работы стали на растяжение
Она показывает, что при небольших нагрузках напряжение и деформация стали увеличиваются в одинаковом соотношении (область пропорциональности). При разгрузке сталь возвращается к своей первоначальной длине, т.е. ведет себя упруго. Если сталь нагружать выше предела пропорциональности Р, то деформация увеличивается быстрее, чем напряжение. Это происходит до предела упругости Е. Однако в арматурной стали это увеличение настолько мало, что им можно пренебречь. При дальнейшем нагружении до предела текучести S (Re) сталь деформируется пластичным образом, т.е. это небольшое удлинение остается после разгружения. Начиная с точки S сначала удлинение сильно увеличивается без увеличения нагрузки. Арматура вытягивается в длину, она «течет». Поэтому эту область называют областью текучести. При дальнейшем нагружении напряжение растет до границы разрушения В. Это максимальное напряжение или максимальная нагрузка арматуры называется пределом прочности на растяжение (К). Предел прочности для BSt 500 S — 550 Н/мм2. Если эта максимальная величина превышена, напряжение падает до границы разрыва Z и арматура разрывается. При этом сталь достигает своего наибольшего удлинения.
Арматура из-за остаточного удлинения и опасности разрушения не должна нагружаться до прочности на растяжение. Допустимое напряжение лежит в области пропорциональности. Отношение прочности на растяжение к допустимому напряжению дает значение запаса прочности. Однако в строительстве из железобетона рассчитывают на предел текучести.
Арматурная сталь в бухтах
Изготовление, свойства и применение арматурной стали в бухтах соответствуют прутковой арматуре. Однако в этом случае необходим допуск стройнадзора. Поставки осуществляются диаметром стержней до 14 мм и весом бухты от 0,5 до 3 м. Бывает горячекатанная арматура периодического профиля в бухтах BSt 500 WR и со специальным профилем BSt 500 WRS, а также холоднотянутая арматура периодического профиля в бухтах BSt 500 KR. Арматурная сталь в бухтах применяется в основном для заводского изготовления арматурных каркасов.
Стальные арматурные сетки
Стальные арматурные сетки BSt 500 М — это изготовленные на заводе плоские арматурные элементы (каркасы). Для них применяются стержни с вдавленным профилем диаметром от 6 до 12 мм (продольные и поперечные), которые в местах перекрещивания прочно свариваются друг с другом посредством точечной контактно-стыковой сварки (RP) (рис. 10). Стали для арматурных сеток, как и прутковая арматура, имеют предел текучести 500 Н/мм2 и прочность на растяжение 550 Н/мм2.

Рис. 10. Арматурный стержень BSt 500 М с вдавленным периодическим профилем
Арматурные сетки изготавливаются в виде прямоугольных листов шириной 2,15 ми длиной от 5,00 до 6,00 мм. По краям ставят парные стержни одинакового диаметра (рис. 11). Сетки могут иметь краевые парные стержни только в продольном направлении.

Рис. 11. Стальные арматурные сетки
В зависимости от расположения продольных и поперечных стержней различают:
- маты типа Q с квадратными или прямоугольными ячейками и одинаковыми продольными и поперечными стержнями;
- маты типа R с прямоугольными ячейками и большими площадями сечений продольных стержней, чем у несущих стержней (табл. 3).
| Таблица 3. Размеры ячеек стальных арматурных сеток | ||
| Вид сетки | Расстояние в мм | |
| Продольные стержни | Поперечные стержни | |
| Сетки Q | ||
| Q 335 А | 150 | 150 |
| Q 377 А | 150 | 100 |
| Сетки R | 150 | 250 |
На продольных краях сетчатого мата в сетках с двойными стержнями могут устанавливаться простые стержни. Такие маты называются краевыми матами или сетками (рис. 12).
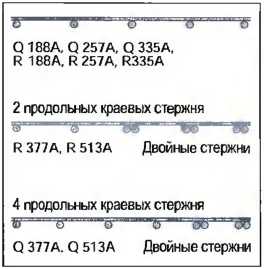
Рис. 12. Образование краев сетки
Арматурные сетки имеют краткие обозначения, которые дают сведения о расположении стержней и сечениях несущих стержней на ширине сетки в 1 м. Обозначение сетки указывается на погодоустойчивой бирке (в основном из жести), которая должна привязываться к каждой сетке. Из нее должно быть ясно обозначение сетки и номер завода-изготовителя (рис. 13). Стальные сетки поставляются как сетки со склада, заказные сетки, как чертежные сетки и как арматурные элементы и каркасы.

Рис. 13. Маркировка арматурных каркасов
Складские сетки — это поставляемые со склада арматурные сетки с жестко установленными сечениями стрежней (табл. 4). Цифры краткого обозначения дают стократное сечение стали продольных стержней или несущих стержней в см2/м.
| Таблица 4. Новые арматурные каркасы со cклада BSt 500 М с дополнитепьной буквой А | |||||||||||
| Длина ширина, м | Экономное расположение стержней по краям (в продольном направлении) | Обозначение каркасов | Построение каркасов в продольном/поперечном направлении | Сечение вдоль/поперек, см2/м | Вес, кг | ||||||
| Расстояние между стержнями, мм | Диаметр стержней, мм | Количество продольных стержней | каркаса | на м2 | |||||||
| во внутренней области | в краевой зоне | слева | справа | ||||||||
| 5.00 2,15 |
без | Q 188 А | 150 150 |
6 6 |
1,88 | 32,4 | 3,01 | ||||
| Q 257 А | 150 150 |
7 7 |
2,57 | 44,1 | 4,10 | ||||||
| Q 335 А | 150 150 |
8 8 |
3,35 | 57,7 | 5,37 | ||||||
| 6.00 2,15 |
с | Q377A | 150 100 |
8 8>6d / 6 - 4 / 4 7 |
3,77 3.85 |
67,6 | 5,24 | ||||
| Q 513 А | 150 100 |
8 8>7d / 7 - 4 / 4 8 |
5,13 5,03 |
90,0 | 6,98 | ||||||
| 5.00 2,15 |
без | R188А | 150 250 |
8 8>6 (d=двойной стержень) 6 |
1,88 1,13 |
26,2 | 2,44 | ||||
| R257A | 150 250 |
8 8>7 6 |
2,57 1,13 |
32,2 | 3,00 | ||||||
| R335А | 150 250 |
8 8>8 6 |
3,35 1,13 |
39,2 | 3,65 | ||||||
| 6,00 2,15 |
с | R377А | 150 250 |
6d / 6 - 2 / 2 6 |
3,77 1.13 |
46,1 | 3,57 | ||||
| R513А | 150 250 |
7d / 7 - 2 / 2 6 |
5.13 1.13 |
58,6 | 4,54 | ||||||
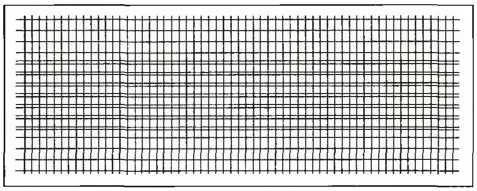
Рис. 14. Типичный вид плоской сетки со склада с экономным расположением стержней по краям
Пример описания сетки R 443:
- Расстояние между продольными стержнями 150 мм
- В продольном направлении диаметр двойных стержней 6,5 мм по два боковых стержня слева и справа диаметром 6,5 мм
- Расстояние между поперечными стержнями 250 мм
- В поперечном направлении диаметр стержней 5,5 мм
Заказные сетки — это арматурные сетки, диаметр стержней которых, расстояние между стержнями и размеры матов установлены заказчиком. Длины сеток могут быть до 12 м. Ширина их может составлять до 3,00 м. Для заказа заказных сеток необходимо указывать данные в следующем порядке.
Пример BSt 500 V-150х7.0 d/ 7.0-4/4-250x7.0
Арматурная сетка имеет расстояние между продольными стержнями 150 мм с диаметром двойных стержней во внутренней области 7,0 мм; в краевой области обычные стержни имеют диаметр также 7,0 мм. Мат имеет справа и слева по 4 продольных стержня. Поперечные стержни имеют расстояния между ними 250 мм. Диаметр поперечных стержней — 7,0 мм. Для того чтобы заказчик не занимался с нуля проектированием сеток, некоторые изготовители заказных сеток предлагают сетки по предпочтительным рядам сечений (маты VZ). При этом предлагается большое число возможностей построения сеток в продольном и поперечном направлении в виде таблицы. Размеры сеток и размеры свободных концов по краям должны быть заданы. Кроме того, имеются заказные сетки, у которых в области наибольших растягивающих напряжений предложены дополнительные продольные стержни. Тем самым можно сэкономить арматуру в других местах. Такие сетки называют экономичными заказными сетками.
Чертежные сетки — это арматурные сетки, конструкция и размеры которых выполняются исключительно по чертежам. Арматурные сетки без особого обозначения допускаются для преимущественно спокойно нагруженных конструкций. Если имеет место динамическая нагрузка, как, например, в перекрытиях, по которым ездят автопогрузчики, то необходимо применять особо обозначенные маты dyn. Эти сетки подлежат особому допуску и изготавливаются только как заказные или по чертежам.
Арматурные элементы и каркасы — это, например, бюгельные каркасы, поддерживающие каркасы, каркасы HS, плоские экономичные каркасы и стеновые каркасы.
Бюгельные каркасы — это особые стальные арматурные каркасы, изгибаемые из сеток, которые составляют целый арматурный короб из бюгелей, открытый сверху (рис. 15). Ширина каркасов может быть от 0,7 до 2,0 м, короба имеют длину 2,45 м.
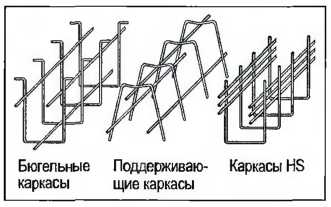
Рис. 15. Элементы армирования
Каркасы HS применяются для петлевых и угловых соединений. При этом сетки изгибаются в U-образные короба длиной 5 м. Поддерживающие короба обеспечивают положение верхней арматуры. Они изготавливаются для высоты поддержки от 8 до 40 см. Для защиты от коррозии на концы стержней одевают колпачки из синтетического материала (рис. 16). При применении лицевого бетона короба стоят на нижней арматуре. Имеются две возможности исполнения (рис. 17).
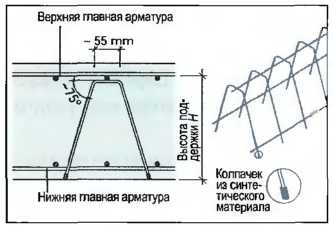
Рис. 16. Поддерживающие каркасы с опорными ножками
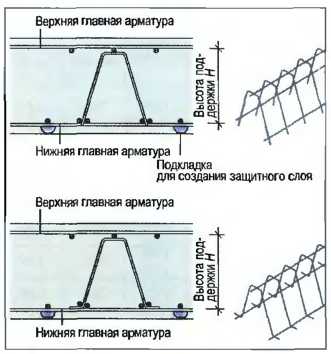
Рис. 17. Поддерживающие короба в различном исполнении
Плоские экономичные каркасы — это чертежные сетки, которые в местах меньших растягивающих напряжений имеют меньшее количество арматурных стержней.
Стеновые каркасы по длине соответствуют высоте этажа в жилищном строительстве. В области междуэтажных перекрытий у них нет поперечных стержней. Перпендикулярные стержни стеновых каркасов имеют такую длину, что они выходят за плоскость перекрытия и обеспечивают соединение с вышерасположенной арматурой стены (рис. 18).
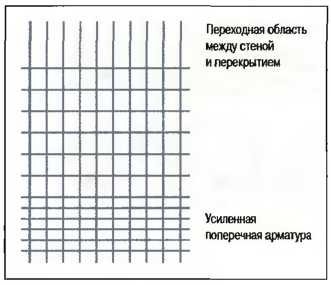
Рис. 18. Стеновой каркас
Испытания арматурной стали
Деформируемость прутковой арматуры испытывается с помощью испытания на обратный изгиб с помощью изгибной машины. С ее помощью изгибают прутковую арматуру вокруг изгибного ролика установленного DIN 488 диаметра на 90°. Диаметр изгибных роликов составляет при диаметре стержней от 6 до 12 мм — 5 ds и при диаметре стержней 20 до 28 мм — 8 ds. После этого образцы подвергаются искусственному старению при выдержке их в течение 30 минут при температуре 250 °С. После охлаждения до комнатной температуры образцы изгибают обратно не менее чем на 20°. При этом образцы не должны ломаться и образовывать трещины.
Напрягаемая арматура
Напрягаемая арматура отличается от прутковой арматуры своей значительно более высокой прочностью. Она составляет от St 835/1030 до St 1570/1770. Напрягаемая арматура изготавливается в виде проволоки и стержней диаметром от 5 до 36 мм. Вся напрягаемая арматура требует допуска Стройнадзора.
Проволока и стержни имеют круглое сечение, поверхность может быть гладкой, с резьбовидными ребрами или профилированной (рис. 19). Напрягаемая проволока может применяться в отдельности или связанной в пряди канатов. Пряди канатов изготавливаются из 2, 3, 5 или 7 напрягаемых проволок с максимальным диаметром 15,7 мм. При этом проволоки сплетаются друг с другом в канат. Пряди поставляются в прутках или в бухтах. Отдельные проволоки могут быть обычными, оцинкованными или в пластмассовой (ПЭ) оплетке (рис. 20). Внутри полиэтиленовой оплетки (ПЭ) можно поместить защитный слой от коррозии в форме слоя жира или масла (рис. 21). При применении таких прядей можно исключить запрессовку каналов цементным раствором.
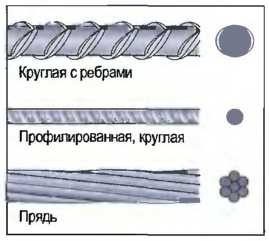
Рис. 19. Напрягаемые стержни и пряди

Рис. 20. Прядь в пластмассовой оплетке
>Рис. 21. Прядь в пластмассовой оплетке со слоем смазки
Профилированные растягивающиеся металлические листы
Профилированный растягивающийся металл изготавливается из полосовой стали. При этом прокатываются листы металла, которые в продольном направлении имеют множество завальцованных прорезей. В зависимости от завальцовки различают полноребристые и перфорированно-ребристые листы с высотой завальцовки 4 мм (рис. 22).
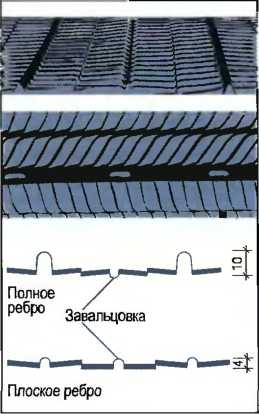
Рис. 22. Профилированные растягивающиеся металлические листы
Между завальцовками сталь подрезается и закантовывается, так, что получается мелкорасчлененная поверхность. Профилированные растягивающиеся металлические листы изготавливаются плитами шириной 60 см и длиной 2,5 м. Они защищены от коррозии оцинковкой или распыленным битумом. Для строительных элементов с большим увлажнением имеется нержавеющий профилированный растягивающийся металл из благородной стали. Этот материал подходит как основание под штукатурку для стен, плоских и сводчатых перекрытий, в качестве потерянной опалубки в конструкциях из монолитного железобетона и для опалубки рабочих швов.
Нежелезные металлы
Нежелезные металлы (металлы NE) по плотности подразделяются на тяжелые и легкие металлы (рис. 23). Важнейшими нежелезными металлами являются медь, цинк, свинец, никель и хром (табл. 3.54). Из нежелезных легких металлов в строительстве чаще всего применяется алюминий (табл. 5).
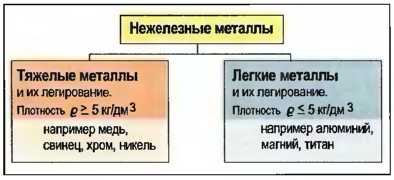
Рис. 23. Классификация нежелезных металлов
| Таблица 5. Нежелезные тяжелые металлы | ||
| Металл | Свойства | Применение |
| Медь р = 8,9 г/см3 | Красная, блестящая, мягкая, вязкая, растягивающаяся, тепло- и токопроводная, устойчивая против коррозии, подвергается мягкой и твердой пайке | Покрытия, хранилища, водосточные желоба на крыше, водосточные трубы, трубопроводы, легирование цинка медь |
| Цинк р = 7,1 г/см3 | Серебристо-блестящий, мягкий, хорошо обрабатываемый, большое температурное расширение, устойчивый против коррозии, хорошо подвергается мягкой пайке | Покрытия, хранилища, водосточные желоба на крыше, водосточные трубы, покрытие цинком стальных строительных конструкций, легирование с медью и титаном титановый цинк |
| Свинец р = 11,3 г/см3 | Сине-серый, высокая плотность, мягкий, хорошо обрабатывается, быстро окисляется, устойчив против коррозии, ядовит! | Примыкание к кровле, уплотнение водостоков и канализации, легирование с оловом —> мягкий припой |
| Никель р = 8,8 г/см3<.sup> | Желто-белый | Материал для легирования корродирующей стали |
| Хром р = 7,2 г/см3 | Сине-белый, блестит как серебро, твердый, устойчив против коррозии | Покрытие металлов: гальваническое никелирование; гальваническое хромирование |
| Таблица 6. Нежелезные пегкие металлы | ||
| Металл | Свойства | Применение |
| Алюминий р = 2,7 г/см3 | Серебристый, матовый, мягкий, тепло- и токопроводный, коррозионно-стойкий, свариваемый | Для кровепьных покрытий, для облицовки стен, для запирающих слоев в виде фольги |
| Сплавы алюминия | Серебристо-белые, матовые, высокая прочность, хорошо обрабатываются, коррозионно-стойкие, хорошо отливаются и формуются | Оконные и дверные рамы, дождезащитные полосы, покрытия, жалюзи, стеновые панели, дверные ручки, оконные ручки |
Медь (Си) мягкая, вязкая и очень деформирующаяся. Медь имеет высокую проводимость тепла и электрического тока и устойчива против коррозии. Вместе с углекислотой в воздухе медь образует тонкую коричнево-зеленоватую защитную пленку, не растворимую в воде, патину. Если медь соприкасается с уксусной кислотой, то возникает нерастворимая в воде ядовитая ярь-медянка. Сплав из меди и цинка (латунь) подходит, например, для газовой и водопроводной арматуры, а также для отделочных изделий и шурупов.
Цинк (Zn) выглядит блестящим как серебро. Из всех металлов он имеет самое большое температурное расширение. Цинк обволакивается на воздухе крепко связанной с основным металлом серой и плотной пленкой, защищающей от коррозии. Если цинк легируется небольшим качеством титана и меди, то получается титановый цинк. Он более твердый, имеет меньшее температурное расширение и поэтому лучшие сохраняет форму, чем чистый цинк. Поэтому титановый цинк часто применяется для кровельных покрытий.
Свинец (Рb) выглядит серо-голубым и является самым тяжелым из нежелезных металлов. Он покрывается на воздухе темно-серым слоем окисла, который обеспечивает свинцу хорошую коррозионную стойкость также и против кислот. Соединения свинца являются ядовитыми. Поэтому при обращении со свинцом и соединениями свинца следует выполнять особые предписания.
Никель (Ni) — желто-белый, хром (Сг) — синевато-белый металлы, блестящие, как серебро. Сталь, легированная хромом и никелем, не ржавеет и подходит, например, для изготовления нержавеющих резервуаров.
Алюминий (AI) имеет матовую поверхность. Он имеет хорошую электропроводность и является хорошим проводником тепла. На воздухе алюминий покрывается слоем окисла и поэтому устойчив против коррозии. Алюминий применяется в форме листов для кровельных покрытий, для облицовки стен, для запираюших слоев в виде фольги. Легирование алюминия магнием и кремнием придает ему высокую прочность и коррозионную стойкость.
Коррозия
Под коррозией понимают изменение материалов за счет химических или электрохимических процессов. Степень коррозии зависит во многом от того, будут ли материалы окружены, например, более или менее влажным воздухом (погодная коррозия) либо морской или агрессивной водой (рис. 24).

Рис. 24. Коррозия металлов
Кроме меди, все не содержащие железа металлы подвержены агрессивному воздействию свежего раствора и бетона. Поэтому они должны защищаться покраской или оклейкой бумаги или фольги так долго, пока раствор или бетон не затвердеет.
Химическая коррозия
Многие металлы химически изменяются на поверхности за счет окисления кислородом. Кроме того, при этих процессах химически могут действовать жидкости (вода, кислоты, щелочи, растворы солей), газы или пары. Высокие температуры ускоряют процесс коррозии. При окислении меди, цинка, свинца или алюминия возникает на поверхности плотная, трудно разрушаемая пленка оксида, защищающая эти металлы от дальнейшей коррозии (рис. 25).

Рис. 25. Коррозия путем окисления
Железные материалы при химической коррозии на влажном воздухе образуют гидрат окиси железа FeO(OH). Отсюда возникает при дальнейших химических процессах образование ржавчины стали. Ржавчина — это рыхлый пористый слой, который не обеспечивает никакой защиты от дальнейшей коррозии (рис. 26). Благородные металлы, как, например, золото и серебро, особенно устойчивы против химической коррозии. Чем более благородным является металл, тем менее он подвержен коррозии.
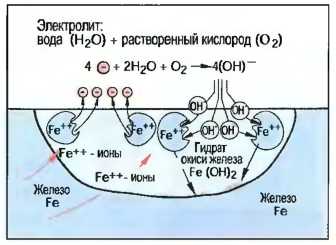
Рис. 26. Коррозия стали
Электрохимическая коррозия
При электрохимической коррозии электропроводящая жидкость (электролит) должна находиться между двумя различными металлами. Электролитами являются, например, дождевая вода, влажность воздуха или пот на ладони. При электрохимической коррозии происходят процессы, похожие на процессы в гальваническом элементе.
Гальванический элемент состоит из двух различных материалов, представляющих собой элетроды, например медный лист и цинковый лист, и электролита, например сульфата меди (CuS04) (рис. 28). В этом элементе возникает электрическое напряжение между листом меди (положительный полюс) и листом цинка (отрицательный полюс). Цинк, как метал «минусового» полюса, разлагается. В качестве «плюсового» полюса медь остается целой. Гальванические элементы можно составлять также и из других металлов. Одинаковые металлы не создают напряжения.
В зависимости от применяемых материалов можно получать различные высокие электрические напряжения. Если сравнивать металлы с электрически нейтральным водородом, то оказывается, что между водородом и некоторыми металлами возникает различное по величине электрическое напряжение. Эти различия в напряжении можно представить в виде ряда напряжений (рис. 27). С помощью ряда напряжений можно рассчитать напряжения для каждого гальванического элемента.
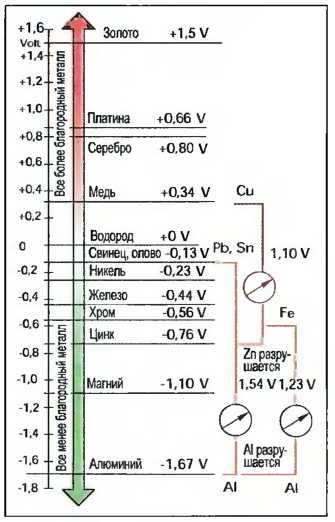
Рис. 27. Электрохимический ряд напряжений
Элемент из меди и цинка создает, например, 1,10 В. Металлы, которые образуют положительные полюса, — это более благородные металлы, а те, которые образуют отрицательные полюса, — это менее благородные металлы. Чем больше расстояние между металлами и водородом в ряду напряжений, тем более благородным или тем менее благородным является металл. Чем дальше оба металла гальванического элемента лежат друг от друга в ряду напряжений, тем быстрее разрушается неблагородный металл. При электрохимической коррозии различают контактную коррозию и внутрикристаллическую коррозию.
Контактная коррозия
Если различные металлы без изолирующего промежуточного слоя привести в контакт с электролитом, то за счет соприкосновения металлов возникает контактная коррозия. Если медную трубу, например, прикрепить оцинкованным хомутом к стене, то на влажном воздухе или при дожде хомут будет разрушен контактной коррозией. Поэтому друг с другом должны соединяться исключительно одинаковые металлы (см. рис. 28).
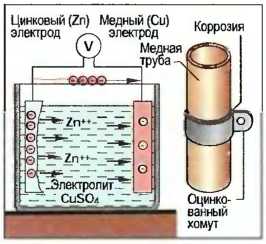
Рис. 28. Контактная коррозия путем образования элементов
Внутрикристаллическая коррозия
Кристаллы металлического материала, например легированного, такого как латунь, могут быть различны по химическому составу. Если при этом добавляется электролит, то между отдельными кристаллами возникает электрическое напряжение, как в гальваническом элементе. Кристаллы минусового полюса растворяются и структура материала разрушается. Этот вид коррозии называется внутри-кристаллической коррозией (рис. 29). Она может равномерно появляться на поверхности. Если внутрикристаллическая коррозия появляется только в отдельных местах, то появляются воронкообразные кратеры и дырчатые повреждения.
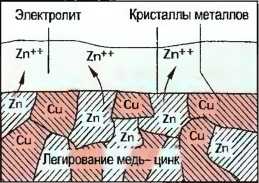
Рис. 29. Внутрикристаллическая коррозия
Защита от коррозии
Коррозия вызывает большие повреждения. Поэтому принимаются меры, чтобы исключить коррозию, особенно у металлических материалов. Срок жизни строительных конструкций, как, например, металлических кровельных покрытий или водосточных желобов, зависит во многом от того, насколько можно уменьшить или исключить коррозию. Во всех методах защиты от коррозии пытаются исключить образования гальванического элемента (рис. 30).

Рис. 30. Мероприятия по защите от коррозии
Конструктивные мероприятия по защите от коррозии
Под конструктивной защитой от коррозии понимают, например, соответствующий выбор материалов, чтобы исключить соприкосновение двух различных металлов во влажной среде, что можно обеспечить также с помощью изоляционного слоя. Далее можно за счет определенного положения конструкций исключить отложения грязи и влаги (рис. 31). Арматура защищается от коррозии достаточно большим защитным слоем бетона.
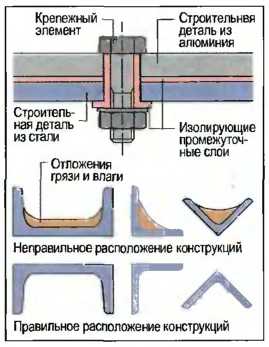
Рис. 31. Конструктивная защита от коррозии
Защита от коррозии путем защитного покрытия поверхности
Конструкции могут защищаться от коррозии путем нанесения консервирующих слоев, путем нанесения неметаллических покрытий и металлических покрытий.
Консервирующие слои — это, например, окраска масляными красками, масляными лаками и лаками из синтетических смол. Перед нанесением окраски поверхности материалов должны быть тщательно очищены от ржавчины и других загрязнений. В стальных материалах образование ржавчины исключают защищающей от ржавчины окраской и покрывающей окраской, отталкивающей воду. В пустотных профилях коррозию можно исключить запечатыванием пустот.
Неметаллические покрытия — это по большей части толстые защитные слои, которые могут быть созданы путем нанесения синтетического материала или битума, например в нефтеналивных резервуарах и трубах для водоснабжения. Заводские детали из алюминия и алюминиевых сплавов, как, например, дверные и оконные ручки, можно защитить от коррозии путем элоксации(элоксаль — электрически оксидированный алюминий). В противоположность гальваническим покрытиям слой элоксаля входит своими молекулами более чем на две трети своей толщины внутрь материала (рис. 32). С помощью добавок в ванне с серной кислотой можно достичь различной окраски элоксированного слоя.
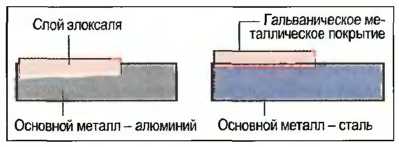
Рис. 32. Покрытия
Металлические покрытия могут изготавливаться путем погружения в расплавленный металл (метод погружения в расплав), путем напыления жидкого металла или путем гальванической металлизации (гальванизации). В методе погружения в расплав детали погружаются в жидкий металл, как, например, в цинк при температуре 450 °С (огневая оцинковка). При этом тонкий слой покрывающего металла крепко удерживается на поверхности детали. Этот метод требует металлически чистых поверхностей. Поэтому детали должны быть предварительно обезжирены, а также очищены от ржавчины и окалины в травильных ваннах. Детали с огневой оцинковкой можно узнать по рисунку в виде снежинок на поверхности (рис. 33).

Рис. 33. Установка огневой оцинковки (схематично)
В стальных конструкциях металл покрытия может быть нанесен также напылением. При этом металл, поступающий в виде проволоки в распылитель, расплавляется газовой горелкой или электроэнергией, распыляется сжатым воздухом и наносится на деталь.