Соединение и оконцевание алюминиевых проводов
Алюминиевые жилы проводов соединяют сваркой, пайкой и механическим путем (рис. 1).
Сваривают алюминиевые провода в специальной формочке при помощи угольных электродов, получающих питание от сварочного трансформатора.
Для пайки алюминиевые провода скручивают (рис. 1 в), а затем место скрутки нагревают в пламени паяльной лампы и пропаивают припоями, составы которых приведены в табл. 1.
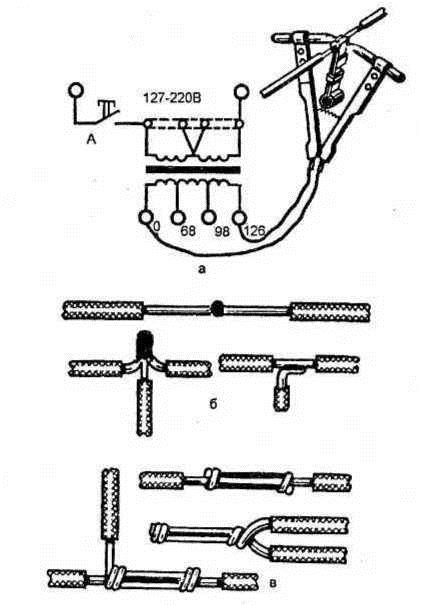
Рис. 1. Соединение проводов сваркой и пайкой: а — соединение однопроволочных алюминиевых проводов сваркой в гильзе; б — образцы сварок; в — соединение пайкой
Таблица 1. Состав и температура плавления припоев
| Название или обозначение припоя | Температура плавления, С | Состав припоев, % | |||
| цинк | олово | медь | алюминий | ||
| Припой А | 400-425 | 58-58,5 | 40 | 1,5-2 | - |
| ЦО-12 Мосэнерго | 500-550 | 73 | 12 | - | 15 |
Технология пайки алюминиевых проводов следующая:
- с концов соединяемых проводов снять изоляцию, после чего оголенные жилы зачистить до металлического блеска и соединить внахлестку двойной скруткой с образованием желобка в месте касания жил. Длина желобка для соединения и ответвления при различных сечениях жил указана на рис. 2;
- соединенные скруткой провода нагреть пламенем газовой горелки и паяльной лампой до температуры, близкой к температуре плавления припоя. После этого желобок протереть (с нажимом) с одной стороны соединения палочкой припоя, введенной предварительно в пламя лампы. В результате трения оксидная пленка сдирается, желобок начинает облуживаться и заполняться припоем по мере прогрева места соединения. Флюса при этом не требуется. Затем облуживают и опаивают желобок с другой стороны соединения. Одновременно протереть и облудить припоем внешние поверхности и места скрутки жил соединяемого участка;
- места пайки соединяемых проводов подчистить, протереть тканью, смоченной бензином, покрыть влагонепроницаемым лаком и заизолировать изоляционной лентой.
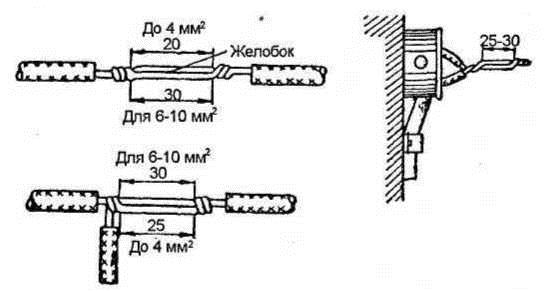
Рис. 2. Пайка однопроволочных жил
Оконцевание проводов выполняют после их прокладки.Однопроволочные провода с площадью сечения до 10 мм2 и многопроволочные с площадью сечения до 2,5 мм2 присоединяют к токоприемникам непосредственно. Оголенную жилу при этом вводят под зажимной контактный винт. Концы многопроволочных проводов скручивают и пропаивают. В зависимости от типа контакта концу провода может быть придан вид пестика (рис. 3 а) или колечка (рис. 3 б).
Концы однопроволочных проводов сечением более 10 мм2 или многопроволочных сечением более 2,5 мм2 снабжают наконечниками (рис. 3 в), которые припаивают или приваривают к жиле, а в некоторых случаях опрессовывают.
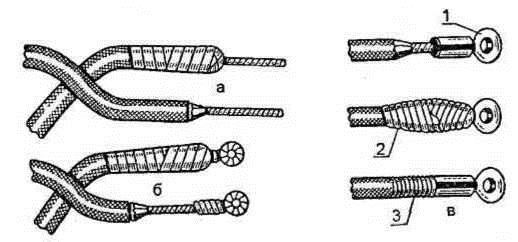
Рис. 3. Оконцевание проводов: а — пестиком; б — колечком; в — припайкой наконечника:
Во всех случаях соединения, ответвления и оконцевания проводов, места соединения их между собой и наконечником обматывают изоляционной лентой в несколько слоев. В соответствии с правилами электрическая прочность изоляции в месте соединения или ответвления должна быть не ниже, чем прочность изоляции в целом.
В дачных условиях для соединения алюминиевых и медных проводов между собой наиболее приемлем способ соединения винтовыми сжимами, так как не требуется специального инструмента и приспособлений. Конструкция контакта должна обеспечить постоянное давление и ограничить выдавливание проводов. Собирать зажим при присоединении алюминиевых проводов необходимо со всеми заводскими деталями (винт, прижимная шайба, шайба плоская, контактная пластина), так как отсутствие любой детали обязательно приведет к ухудшению контакта.
Для присоединения провода к зажиму с конца провода снимают изоляцию. Нож держат под углом 10-15° к поверхности жилы, этим исключается надрез алюминиевой жилы. Провод зачищают до металлического блеска и смазывают кварцево-вазелиновой пастой, затем загибают конец жилы в виде колечка. Загибать провод следует по часовой стрелке, т. е. по направлению вращения крепящего винта.
Внутренний диаметр кольца должен быть несколько больше, чем диаметр контактного винта (табл. 2).
Таблица 2. Параметры кольца на оконцовываемом проводе
| Диаметр винта, мм | Длина зачищенного провода, мм | Внутренний диаметр кольца, мм |
| 4 | 16-18 | 4,5-5,0 |
| 5 | 20-22 | 5,5-6,0 |
| 6 | 28-30 | 7,0 |
| 8 | 38-40 | 9,0 |
Соединение проводов методом опрессовки широко применяется при монтаже внутренних, внешних электропроводок и воздушных линий электропередач.
Этот способ обеспечивает надежный контакт, необходимую механическую прочность, прост в исполнении. Опрессовку выполняют ручными клещами, механическими и гидравлическими прессами с помощью сменных матриц и пуансонов.
Для соединения жил служат гильзы ГАО, ГА, для оконцевания — наконечники ТА, ТАМ и др.
Алюминиевые жилы в соединительных гильзах спрессовывают по следующей технологии:
- подбирают тип и размер гильз, а также матрицы и пуансоны в соответствии с размерами гильз;
- проверяют наличие заводской смазки в гильзах и наконечниках, при отсутствии смазки гильзы и наконечники зачищают металлическим ершиком и смазывают защитной кварцево-вазелиновой или цинково-вазелиновой пастой;
- снимают с концов жил изоляцию: при оконцевании — на длине, равной длине трубчатой части наконечника, а при соединении — на длине, равной половине длины гильзы;
- зачищают концы токоведущих жил наждачной бумагой до металлического блеска, протирают тканью, смоченной в бензине, и покрывают кварцево-вазелиновой пастой;
- надевают на подготовленные жилы наконечник или гильзу;
- при оконцевании жилу вводят в наконечник до упора, а при соединении — так, чтобы торцы соединяемых жил соприкасались между собой в середине гильзы;
- устанавливают трубчатую часть наконечника или гильзу в матрицу и проводят опрессовку;
- изолируют соединение несколькими слоями изоляционной ленты.
Не разрешается на алюминиевую жилу опрессовывать медный наконечник, так как соединение будет непрочным изза большой разности у меди и алюминия коэффициента линейного теплового расширения.
Опрессовку одно- и многопроволочных медных жил сечением 4 мм2 и более выполняют в медных трубчатых наконечниках типа Т или соединительных медных гильзах типа ГМ. Технология опрессовки медных проводов аналогична технологии опрессовки алюминиевых проводов за исключением наложения кварцево-вазелиновой или цинково-вазелиновой пасты.
Запрещается проводить опрессовку при помощи молотка и зубила.