Соединение металлических и деревянных деталей
В процессе строительства нередко возникает необходимость соединения тех или иных деревянных или металлических деталей. Такая работа требует определенных знаний и навыков. Мы расскажем вам о наиболее часто применяемых способах.
Соединение деревянных деталей
Соединение деревянных деталей требует прежде всего умения правильно разметить детали, чтобы они точно и плотно прилегали друг к другу. Необходимо взять себе за правило не делать без разметки даже самых простейших соединений.
Соединение «впритык» (рис. 1) — самое простое и непрочное. Для увеличения его прочности нужно соединяемые концы деталей сделать строго прямоугольными. Торцы следует обработать рубанком, а прямоугольность проверить угольником.
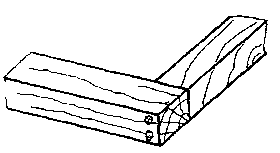
Рис. 1. Соединение «впритык».
Соединение «внакладку» (рис. 2) применяется для соединения концов двух брусков под углом, причем каждый конец спиливают на половину толщины, если она у них одинакова, или спиливают конец одной, более толстой детали. Детали между собой склеивают и дополнительно крепят шурупами или деревянными нагелями. Это соединение также не очень прочное.
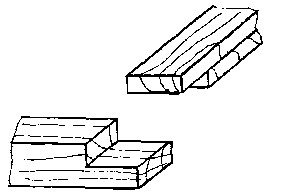
Рис. 2. Соединение «внакладку».
Соединение «в ус» (рис. 3) отличается от соединения «впритык» тем, что сопрягаемые концы деталей срезаются под углом 45°. Разметку концов лучше всего делать при помощи ярунка. Такое соединение желательно укрепить накладкой из фанеры или металлическим угольником.
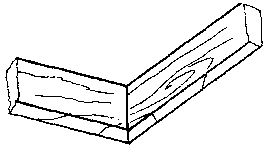
Рис. 3. Соединение «в ус».
Усиленное соединение «в ус» (рис. 4) такое же, как и обычное, но укрепленное с внутренней стороны угла квадратным или треугольным деревянным бруском.
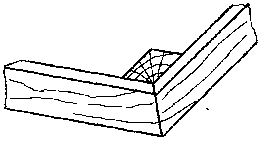
Рис. 4. Усиленное соединение «в ус».
Накладка «вполдерева» (рис. 5) удобна при Т-образном соединении двух деталей. Здесь так же, как при соединении «внакладку», либо обрезают обе детали наполовину, если они по толщине одинаковы, либо делают выемку только в толстой детали.
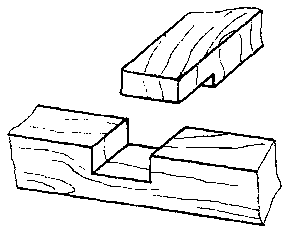
Рис. 5. Накладка «вполдерева».
Соединение прямым сквозным шипом (рис. 6) является одним из самых прочных. Здесь, в зависимости от назначения, детали склеивают или крепят нагелями.
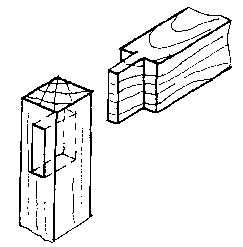
Рис. 6. Соединение прямым сквозным шипом.
Соединение на двух вставных круглых шипах (рис. 7) также очень прочное. Требует точной сверловки отверстий. Ее производят по шаблону, изготовленному из тонкой фанеры или картона, вырезанных по толщине и ширине бруска с просверленными центрами для отверстий. Шаблон накладывают на обе детали и шилом делают разметку.
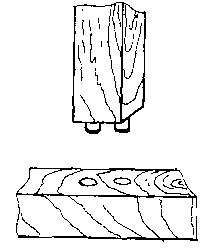
Рис. 7. Соединение на двух вставных круглых шипах.
Срединная вязка одинарным шипом может быть сквозная и глухая в зависимости от назначения. При сквозной гнездо для шипа долбится насквозь. Глухое соединение применяют тогда, когда надо скрыть конец шипа. Сквозные шипы прочнее, так как у них больше площадь склейки.
Срединное соединение круглыми вставными шипами, как и при угловом соединении, требует точной сверловки отверстий.
Перекрестное соединение (рис. 8) осуществляется «вполдерева» при одинаковой толщине деталей или путем образования соответствующей выемки в более толстой детали.
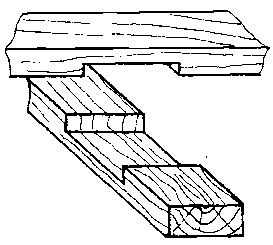
Рис. 8. Перекрестное соединение.
Накладка «вполдерева» лапой обеспечивает большую прочность, чем обыкновенная накладка «вполдерева», т. к. сопрягаемые места делаются с косыми сторонами типа «ласточкин хвост».
Ящичные соединения (рис. 9) бывают с прямыми и косыми шипами типа «ласточкин хвост». Косой шип более трудоемкий, но при этом и более прочный.
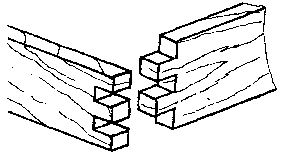
Рис. 9. Ящичное соединение.
Сращивание применяется для получения длинных деталей путем соединения по длине коротких. Наиболее простые способы сращивания — «в ус», «вполдерева», с прямым и вставным круглым шипом.
Нагель представляет собой деревянный стержень, изготовленный из твердых пород древесины. Концы нагеля слегка заостряют, чтобы он легко попадал в отверстие и чтобы при этом клей не стирался краем отверстия, а проникал внутрь.
Диаметры нагеля и отверстия для него должны быть одинаковыми. Желательно выбрать максимально допустимый диаметр нагеля, т. к. в этом случае площадь склейки больше и соединение прочнее. Однако необходимо оставлять достаточную толщину стенок детали.
Отверстия под нагели сверлят после того, как детали собраны и склеены. Исключение составляют соединения на шипах: здесь можно сверлить отверстия до склеивания. При небольшой площади соединения делают один нагель в центре. При достаточной площади, особенно при соединении «внакладку», размещают два нагеля по диагонали.
Иногда, если это необходимо для внешней отделки, наружный конец нагеля слегка утопляют и отверстие зашпаклевывают. Этот способ применим в изделиях, предназначенных под покрытие масляными или эмалевыми красками.
В изделиях, предназначенных под лакировку, отверстия для нагелей сверлят глухими, чтобы лицевая поверхность детали осталась нетронутой.
* * *
Основными видами прочного соединения деревянных изделий между собой является их склеивание и крепление склейки вдоль волокон. При соблюдении всех правил склеивания прочность клеевого шва больше, чем сцепление волокон древесины между собой.
Прочность склейки зависит от качества клея, правильного его приготовления, правильных методов склеивания и последующей выдержки склеенных деталей. Непременным условием качественной склейки является применение сухой древесины. Древесину обычно склеивают столярным или казеиновым клеем.
На качество склеивания столярным клеем в немалой степени влияет густота клея. Для твердого дерева требуется более жидкий клей, для мягкого — более густой, т. к. мягкое дерево сильнее его впитывает. Совершенно жидкий клей применяется для заполнения пор древесины при склеивании торцов.
Столярный клей следует наносить на поверхность обоих склеиваемых деталей, это обеспечит большую прочность. Затем склеиваемые детали, в зависимости от их размеров и расположения, сжимают струбцинами, накладыванием грузов, временно сбивают гвоздями и т. д. Запрессовка деталей не требуется только при склеивании шипов в гнездах, т. к. они сидят там достаточно плотно. Если же шип входит в проушину, то желательно произвести дополнительное сжатие. Подвергать детали дальнейшей обработке можно не менее чем через сутки, когда клей окончательно затвердеет.
Столярный клей хорошо склеивает древесину, но имеет существенный недостаток — интенсивно поглощает влагу. Поэтому склеенные им детали нельзя держать в среде с повышенной влажностью.
Казеиновый клей получил большее распространение благодаря тому, что он дешевле, проще в изготовлении, не боится влаги, по прочности склеивания иногда даже превосходит столярный.
При склеивании казеиновым клеем деталей с продольным направлением волокон можно ограничиться нанесением клея на одну из поверхностей. Если же хотя бы одна из деталей приклеивается торцом, смазывают клеем обе поверхности.
Склеенные поверхности выдерживают 5-10 минут, а затем сдавливают в зависимости от площади склейки в течение 3—6 часов и выдерживают еще сутки. Казеиновый клей не следует наносить слишком толстым слоем, т. к., выжимаясь, он образует . корки, которые достаточно сложно снять при шлифовании. Если клей все же выдавился, излишек необходимо сразу же снять влажной тряпкой.
Если, помимо склеивания, детали скрепляют гвоздями или шурупами, то запрессовка необязательна.
Прежде чем наносить клей, необходимо подготовить склеиваемые поверхности. Подготовка состоит в хорошей подгонке друг к другу плоскостей соединения и придании им шероховатости при помощи рашпиля: шероховатые поверхности лучше склеиваются.
Обязательное условие хорошего склеивания — чистота поверхностей. На них не должно быть пыли, грязи, жировых или масляных пятен. Немалое значение для прочности склеивания имеет толщина клеевого слоя. Соединение будет непрочным как при слишком толстом слое клея, так и при слишком тонком. Поэтому клей надо наносить тонким, но плотным и равномерным слоем.
При всей кажущейся простоте скрепления деталей при помощи гвоздей, шурупов или болтовэти операции требуют соблюдения определенных правил, выполнение которых обеспечивает прочность соединений. Большое значение имеет также правильный подбор гвоздей, шурупов и болтов по длине и толщине.
Чем длиннее и толще гвоздь или шуруп, тем большую площадь соприкосновения с древесиной он имеет и тем соответственно будет выше прочность ее крепления. Поэтому длину гвоздя или шурупа подбирают так, чтобы она была меньше общей толщины соединяемых деталей на 3—5 мм. Сами гвозди и шурупы должны быть как можно толще, насколько это допускает ширина детали и расположение гвоздя или шурупа от краев.
Следует иметь в виду, что хорошо держит детали гвоздь, забитый поперек волокон; гвоздь, вколоченный в торец, держит намного слабее. То же относится и к шурупам.
Если детали из твердой древесины необходимо скрепить тонкими гвоздями или близко от края, то предварительно высверливают отверстие диаметром меньше толщины гвоздя.
Следует помнить, что несколько близко расположенных гвоздей, забитых в один слой древесины, могут расколоть деталь. То же самое может получиться и при вбивании гвоздя слишком близко от торца, особенно если гвоздь толстый, а детали тонкие.
При скреплении деталей разной толщины прибивают всегда тонкую деталь к толстой, а не наоборот. Длина гвоздей должна быть в 2-4 раза больше, чем толщина тонкой детали.
Соединения при помощи шурупов более прочны, чем соединения гвоздями. Благодаря винтовой нарезке поверхность соприкосновения шурупа с древесиной больше. Кроме того, между шурупом и древесиной образуется большое трение и механическое сопротивление обратному движению шурупа.
Сначала карандашом или шилом намечают места, куда нужно ввернуть шурупы. Затем высверливают отверстие диаметром, немного меньшим цилиндрической части шурупа и на половину его длины. Для мелких шурупов отверстие можно проколоть шилом. Ввинчивать шурупы в целое дерево без накалывания отверстий гораздо труднее, к тому же при этом можно расколоть деталь.
Конец шурупа вставляют в отверстие, придерживая его пальцами левой руки и слегка вгоняют молотком, следя, чтобы он встал вертикально. Затем шуруп ввинчивают отверткой до упора головки в поверхность. Шлиц головки устанавливают параллельно волокнам дерева.
При ввинчивании в ряд нескольких шурупов желательно, чтобы их шлицы были направлены по одной прямой или были параллельны друг другу.
Прочность соединения гвоздями или шурупами зависит также от твердости древесины. Чем тверже древесина, тем прочнее сидят в ней гвозди и шурупы.
Наиболее прочный вид соединения, не зависящий ни от направления волокон, ни от твердости древесины, получается при использовании болтов с гайками.
Отверстия для болтов должны быть равны их диаметру. Длину болта подбирают так, чтобы выходящая за пределы детали часть была чуть больше толщины гайки. Под головки болтов и гаек подкладывают шайбы, чтобы предохранить древесину от вмятин.
Соединение металлических деталей
Металлические детали так же, как и деревянные, можно соединить с помощью шурупов и болтов. Но есть и еще три способа соединения, которые отличаются тем, что соединяют очень прочно, без последующего рассоединения. Эти способы — заклепочные соединения, пайка металла и сварка термитом.
Заклепочные соединения (рис. 10) применяются в основном в листовом металле различных конфигураций. Заклепка представляет собой гладкий стержень из малоуглеродистой стали или из мягких металлов, имеющий на одном конце головку. Цель заклепывания состоит в том, чтобы, просверлив в соединяемых деталях отверстия, вставить в них заклепку и молотком расклепать второй конец, образовав на нем такую же головку. Иногда, при соединении маленьких деталей, заклепки изготовляются самим работающим из проволоки нужной толщины. В этом случае обе головки образуются при расклепывании в момент соединения. Расклепываемые концы стержня расклепки должны выступать над поверхностью отверстия на величину, равную 1 — 1,5 диаметра заклепки.
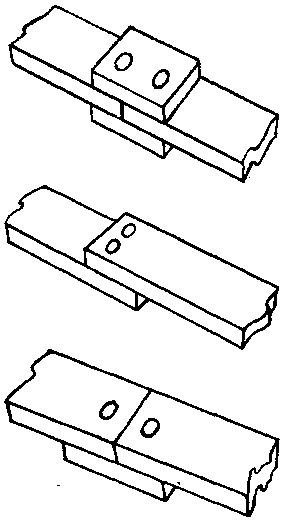
Рис. 10. Заклепочные соединения.
Обычно при помощи заклепки крепят листовой материал, когда детали соединяют швом внахлестку, в стык с одной накладкой или в стык с двумя накладками — с обеих сторон шва.
Отверстия под заклепки делают при помощи сверла, диаметр которого должен быть на 0,1-0,2 мм больше диаметра заклепки. Чтобы отверстия в обеих деталях совпадали, их сверлят спаренными, зажав в тисках или другим способом.
Заклепку вставляют в отверстия и головку упирают в кусок железа. Затем ударами молотка по торцу заклепки ее осаживают и расклепывают, изменяя направление удара для придания головке нужной формы (рис. 11). Затем головку окончательно отделывают специальной обжимкой.
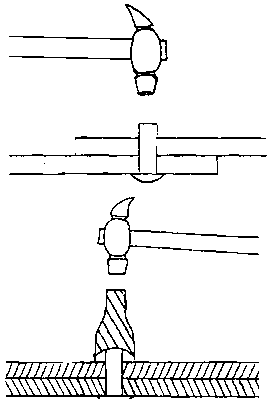
Рис. 11. Формование головки.
Пайка — это соединение металлических деталей при помощи легкоплавких сплавов, называемых припоями. Существуют различные способы паяния. Мы расскажем о самом простом.
Для паяния наиболее удобен электрический паяльник. Предназначенные к пайке поверхности следует хорошо зачистить напильником или шкуркой. Затем нагретый конец паяльника погружают в канифоль. Если при этом появится легкий дымок, значит, паяльник нагрет достаточно. Канифоль очистит конец паяльника, который после этого нужно немедленно приложить к припою, которым является чаще всего сплав свинца с оловом, и держать, пока припой не начнет плавиться. После этого следует захватить концом паяльника немного припоя и еще раз потереть его о канифоль. Паяльник, как говорят, залудится и будет хорошо прихватывать припой.
Набрав на паяльник припой, нужно осторожно перенести его на те поверхности, которые необходимо припаять, и покрыть их припоем. Затем поверхности прикладываются друг к другу и нагреваются паяльником. Припой расплавится, а потом, когда паяльник будет убран, застынет, прочно соединив детали.
Сварку термитом используют в том случае, если нет возможности сварить металлические изделия при помощи газовой сварки и электросварки. Для этого изготавливают термитный карандаш.
Термитный карандаш представляет собой отрезок проволоки из обычной углеродистой стали, на которую наносят термит, круто замешанный на клею. Клей лучше всего брать нитроцеллюлозный, т. к. он быстрее сохнет. Диаметр проволоки может быть от 2 до 5 мм, это зависит от того, насколько массивными будут свариваемые детали: чем они массивнее, тем толще нужна проволока. В состав термита входят опилки алюминия (но не силумина) — 23% (по массе) и порошок железной окалины — 77%. Размер частиц алюминия и окалины должен быть около 0,5 мм.
На конец термитного карандаша наносят затравку — «спичечную головку», которая состоит из бертолетовой соли и мелких алюминиевых опилок в соотношении 2:1, замешенных на клее. Затравка нужна для поджигания термита.